从事超声检测已经有一段时间了,从当初的车间质检员负责一间厂的焊接件检测,到现在受雇于一间第三方的检测机构,受委托去检测不同厂家的焊接件。
岗位易变动,但唯一不变的是,超声检测人员一直是一个裁判的角色,负责对焊缝内部的结构、性质、状态进行高灵敏度和高可靠性的检查和测试,借以评判它们的连续性、完整性、安全性以及其他性能指标。
越是在这行待得越久,工作时越是小心翼翼,因为影响焊缝超声检测可靠性的因素很多,有客观的因素,也有人为的因素。如果检测人员不够仔细认真,一不小心很可能会造成缺陷的漏检或者检测结果的误判。
下面根据我的从业经验,总结一下超声检测“头顶上的几片乌云”——影响焊缝超声检测可靠性的客观因素:
一、仪器校准问题。
按照常规的超声检测技术,我们是无法准确得知焊缝里缺陷究竟长什么样,除非你刨开焊缝观察。
实际操作中,我们是采用一种和人工缺陷对比的方法来判断焊缝里的缺陷是否超标。感兴趣的朋友可以看:焊接接头超声波无损检测的基础技术:如何评定焊缝内部缺陷位置和大小。
举个例子,我们用仪器预先记录下埋深30mm的Φ3mm的人工孔反射的超声波波幅,当我们发现焊缝同样深度有一缺陷,其反射的超声波波幅和Φ3mm的孔反射的超声波波幅一样时,那么我们就判定这个缺陷的当量尺寸为Φ3mm。注意一点的是,这并不代表实际的缺陷尺寸为Φ3mm,自然缺陷的实际尺寸往往大于当量尺寸。
作为一种基于对比的检测技术,仪器校准是影响超声检测可靠性的最大因素,仪器调教有问题会造成整个检测结果无效。
仪器调教涉及两个方面:
(1)仪器和探头的基本参数。
超声检测仪器和探头需要调教的基本参数有:1、声速;2、声程;3、斜探头前沿长度和K值。
我们一般检测的对象是钢结构的焊缝,超声波在钢传播的声速和探头的K值一般都在室温下测定的。实际工作中,环境温度可能会发生不同程度的变化,例如在北方的冬天,当温度降低时,超声波在钢中的声速会上升,一方面会造成缺陷定位产生误差,另一方面会造成探头K值下降。
同时当斜探头的斜锲后面磨损较大时,折射角增大,探头K值也会增大。
因此当环境温度发生较大变化或者探头磨损后,我们必须对超声检测仪器和探头的参数重新校正,保证超声检测结果的可靠性。
仪器和探头的基本参数校准校验时,如发现校验点反射波在扫描线上偏移超过原校验点刻度读数的10%或满刻度的5%(两者取较小值),则应重新调整。
(2)检测灵敏度。
现实中,焊缝的缺陷是不可避免的,所以我们允许焊缝存在轻微的缺陷。我们会人为设定检测的灵敏度,对于不超标的细微缺陷放行,超标的严重缺陷进行判废。
如果检测的灵敏度出了问题,那么轻微的缺陷可能会判定为严重的超标缺陷,冤枉了别人,造成误判;严重超标的缺陷可能会判定为轻微的缺陷,埋下了安全隐患,造成了漏检。
灵敏度校验时,校验点不少于2点,如校验点的反射波幅实测比原始值相差20%或2dB以上,则仪器灵敏度应重新调整。
二、调节仪器和检测时的耦合剂透声性差异大的问题。
当探头和工件之间有一层空气时,即使空气层厚度只有10的负5次方毫米也可以有些阻挡超声波传入工件。因此耦合剂的作用就是填充探头和工件之接的空气,而且起到润滑的作用,使探头便于移动扫描。
按照标准要求,在试块上调节仪器和产品检测应采用相同得耦合剂。而实际上,调节仪器参数时所用的耦合剂为机油,检测时所用耦合剂的种类非常多了,常见的有化学浆糊。现实中,我遇见过多种耦合剂,甚至洗洁精、洗发水都使用过。
耦合剂声阻抗越大,声透性越好,因此化学浆糊的耦合效果比机油或水更好。见下图:
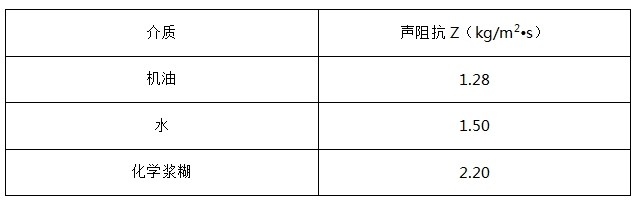
通过测试标准试块缺陷波高,对于同一缺陷,以浆糊做耦合剂比机油回波幅度高2dB左右,即实际检测的灵敏度更高。
参考资料:
【1】超声检测,第6章脉冲反射法超声检测通用技术:影响缺陷定位的主要因素
【2】钢结构焊缝超声波探伤结果影响因素的介绍












请登录之后再进行评论